Производство автоклавного газобетона: поэтапный разбор процесса изготовления и оценка результатов

Газобетон – один из самых популярных материалов. Чаще всего его используют в виде блоков с целью возведения стен.
Многие, наверняка, интересовались: а как же происходит процесс изготовления подобных изделий в условиях завода и какие именно факторы оказывают непосредственное влияние на конечный результат? Об этом мы и поговорим в данной статье.
Итак, производство автоклавного газобетона: что представляет собой технология?
Что такое газобетон
Газобетон – вид ячеистого бетона, который характеризуется наличием пор, которые получают в результате химической реакции негашеной извести и газообразователя, чаще всего – алюминиевой пудры. Состав материала, а также метод производства наделяют изделия особым набором свойств и качеств, которые мы, для начала, и рассмотрим.



Краткая характеристика материала
Газобетон характеризуется следующими показателями качеств:
- Теплопроводность – одно из главных достоинств изделий. Коэффициент варьируется от 0,09 до0,38. Однако стоит учитывать, что подобные числовые показатели характерны для блоков в сухом состоянии. При эксплуатационной влажности изделий, он может значительно увеличиваться.
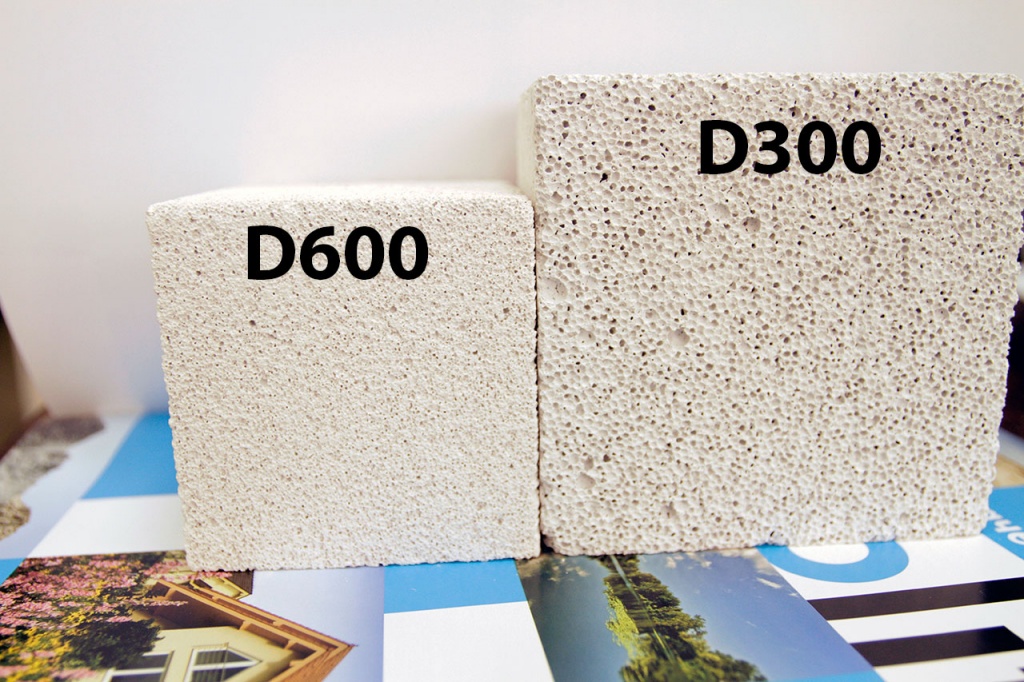
- Прочность и плотность. Марка плотности, в соответствии с ГОСТ, может быть от 300 до 1200.
Обратите внимание! Блоки плотностью 500 используются чаще всего. Этого значения вполне достаточно для возведения здания, высотой в несколько этажей. При этом теплопроводность останется на должном уровне.
- Морозостойкость. Газобетон отличается в этом отношении завидным для многих материалов показателем. Часть изготовителей утверждает, что их продукция способна выдержать до 100, а, иногда, и до 150 циклов замораживания и оттаивания.
- Усадка. Для газобетона она характерна. Показатель составляет – 0,3 мм/м2. Нередко на стенах в результате нее появляются трещины.
- Водопоглощение – основной недостаток материала. Газобетон способен поглощать до 25% влаги, поэтому изделия нуждаются в защите от ее пагубного воздействия.
- Толщина кладочного слоя. Рекомендуемая –от 0,4 метра. Однако на практике, если вдаваться в нюансы, выйдет намного больше. При подсчете этой толщины, производителями не учитываются мостики холода и иные факторы, способствующие потере тепла.
- Звукоизоляция. В целом, газобетон способен изолировать помещение от посторонних шумов, в нем будет находиться достаточно комфортно.
- Паропроницаемость. Коэффициент – 0,2. Благодаря этой способности в помещении будет устанавливаться наиболее комфортный микроклимат, так как газобетону свойственно впитывать излишки влаги и отдавать их при чрезмерной сухости воздуха.

Так как основные характеристики мы рассмотрели, пора разобраться, какие же виды газобетона бывают и чем они между собой отличаются.
Виды изделий
Классификация газобетона в соответствии с ГОСТ 21520-89:
| Наименование классификации, ее основание | Виды газобетона | Комментарии |
| В зависимости от плотности и сферы применения | Теплоизоляционный | Обладает плотность 300-400. Используется в качестве материала для утепления, так как никаких существенных нагрузок выдержать не может. Обладает низким коэффициентом теплопроводности – от 0,09 в сухом состоянии. |
| Конструкционно-теплоизоляционный | Наиболее популярный. Характеризуется плотностью от 500 до 900, которой достаточно для строительства частного дома. Используется при возведении стен и перегородок. | |
| Конструкционный | Самый прочный из видов. Плотность варьируется в пределах 1000-1200. Способен выдержать существенные нагрузки. Применяется при возведении строений, высотой до 12-15 метров. | |
| В соответствии с методом твердения | Автоклавный (синтезного твердения) | Отличается от своего конкурента-неавтоклава тем, что на последнем этапе изготовления, изделия обрабатывают с использованием специальных машин. Автоклав для производства газобетона воздействует на изделия при помощи высокого давления и температуры. |
| Неавтоклавный (гидратационного твердения) | Достигает технической прочности естественным путем. По многим показателям уступает газобетону синтезного твердения. | |
| В зависимости от геометрических отклонений | Блоки первой категории точности | Отличаются наименьшими геометрическими отклонениями: до 1,5- по размеру, до 2-х мм – по диагонали. Укладку производят на клей. |
| Блоки второй категории точности | Характеризуются более существенными отклонениями: до 2-х мм – по размеру, до 4-х мм – по диагонали. Допускается отбитость углов до 5 мм. Укладывать блоки можно как на клей, так и на раствор. | |
| Блоки третьей категории точности | Для таких изделий ГОСТ установлены следующие максимальные отклонения: до 5 мм – по размеру, до 6-ти мм – по диагонали, сколы на углах – до 1 см.
|
|
| По типу кремнеземистого компонента | На песке | Чаще всего используют кварцевый песок |
| На золе | ||
| На иных вторичных продуктах промышленности | ||
| В зависимости от типа вяжущего | На цементном вяжущем | Содержание цемента не менее 50% от общего количества. |
| На зольном | Содержание высокоосновной золы- не менее 50%. | |
| На смешанном | Состоит из цемента, извести и шлака | |
| На шлаке | Содержание шлака – не менее 50% | |
| На известковом вяжущем | Содержание цемента – не менее 15%, извести – не менее 50%. | |
| По назначению | Стеновые блоки | Как следует из названия, стеновые используются для возведения стен, перегородочные – для перегородок. U-образные применяются при создании стационарной опалубки, при формировании перемычек и так далее. |
| Перегородочные | ||
| U-образные |


Обзор процесса изготовления
Производство газобетона автоклавного может происходить исключительно в заводских условиях. Рассмотрим поэтапно и начнем с перечня необходимого оборудования и материалов.
Необходимый набор оборудования и материалов
Оборудование для автоклавного газобетона можно приобрести нескольких видов:
- Стационарная линия- наиболее бюджетный вариант. Комплектацию можно подобрать самостоятельно, однако при этом стоит учитывать тот факт, что от этого будет зависеть объем выпуска, скорость производства и конечный результат.
Стандартный набор включает в себя: форму для блоков, резательный аппарат, дозатор компонентов, газобетоносмеситель, газообразователь и, разумеется, автоклав.
- Конвейерная линия. Наиболее дорогостоящая. Весь процесс происходит в максимально автоматизированном режиме, участие работников – минимально, требуется лишь наличие нескольких операторов, которые будут управлять работой машин.
Отличается оборудование высокими возможностями выпуска объемных партий продукции в сутки, скоростью производства. Изделия также получаются наиболее качественными с практически идеальной геометрией.
Линия по производству автоклавного газобетона конвейерного типа состоит из:
- Смесителя;
- Дозатора компонентов;
- Рельсового пути для автоматического передвижения;
- Ленточного транспортера;
- Смесителя;
- Блок форм;
- Камеры термообработки;
- Установки для резки блочного массива;
- Автоклава.
Теперь стоит разобраться и необходимым материалами.
Автоклавное производство газобетона предполагает наличие следующего сырья:
- Песок кварцевый;
- Вода чистая;
- Цемент марки не ниже М 400;
- Известь негашеная;
- Алюминиевая пудра или паста;
- Добавки для ускорения твердения и повышения качеств и свойств.
Расчет свайного фундамента
 |
 |
 |
 |







Производственные этапы
Процесс производства происходит в следующем порядке:
- Из бункеров хранения поступают материалы и проходят через дозатор компонентов, который отправляет их смеситель в нужном количестве.
- Все компоненты тщательно смешиваются.
- Далее происходит заливка в форму. Она заполняется не полностью, так как во время вспучивания, раствор значительно увеличивается в объеме.
- Происходит процесс порообразования путем химической реакции негашеной извести и алюминиевой пудры.
При этом выделяется кислород. Давление и температура увеличиваются. Вследствие этого цемент начинает застывать, а поры при этом остаются. Только внутри уже содержится не водород, а воздух. В итоге, до 80% объема изделия могут занимать поры.
- Изделие проходит через горячий тоннель.
- Далее следует кантование и резка единого пласта на нужные типоразмеры.
- Последним этапом является автоклавирование изделий. В данном оборудовании блоки содержатся около 12 часов. Благодаря такой обработке свойства и качества изделий повышаются.
- После него блоки упаковывают и отправляют на склад.








Видео в этой статье наглядно расскажет об этапах производства автоклавного газобетона.
Сравнение автоклавного и неавтоклавного газобетона
Так как в технологии производства мы уже разобрались, давайте сравним изделия заводского автоклавного и домашнего производства.
Сравнение газобетона синтезного и гидратационного твердения:
| Наименования свойства, характеристики | Комментарии |
| Теплопроводность | Оба вида газобетона обладают низким коэффициентом теплопроводности, однако если сравнить ее соотношение с прочностью и плотностью блока, то автоклав значительно опережает газобетон гидратационного твердения.
Толщина стены, при сохранении одинаковых показателей – отличается. У автоклава она – от 40 см, у неавтоклава – от 65 см. |
| Прочность | Автоклавный блок более прочный и устойчивый к механическому воздействию. |
| Морозостойкость | И в этом показателе газоблок синтезного твердения-впереди. Он характеризуется показателем вплоть до 150 циклов замораживания и оттаивания, в то время, как его конкурент может похвастаться лишь цифрой в 35-50 циклов. |
| Усадка | Неавтоклавный газобетон больше подвержен усадке, значение достигает 0,6 мм/м2. |
| Внешний вид | Автоклавный газобетон – белый. А неавтоклавный-серый. |
| Долговечность | Блоки синтезного твердения, как утверждают производители, характеризуются долговечностью в 200 лет, а неавтоклав – в 50 лет. |
| Простота производства | Оба вида газобетона не сложны в производстве. Однако автоклавный блок изготавливается при использовании автоматизированных установок, что значительно ускоряет процесс и практически исключает трудозатраты.
Плюс блока гидратационного твердения заключается, в этом случае, лишь в том. Что его можно изготовить своими руками и, при этом, понадобится инструкция, немного сырья и бюджетное оборудование. |
| Применение в строительстве | Оба изделия применяются в строительстве, однако газоблок синтезного твердения более популярен из-за превосходства в показателях. |
| Цена | Неавтоклавный газобетон несколько дешевле. Если попытать силы в самостоятельном производстве, можно значительно сэкономить. |
| Геометрия | Так как автоклавный блок изготавливается при помощи машин, геометрия его, в большинстве случаев, значительно лучше. |
Как видно, однозначно, пальма первенства принадлежит автоклавному газобетону.
Преимущества и недостатки изделий
А теперь давайте рассмотрим основные преимущества изделий, изготовленных методом автоклавного твердения:
- Блоки – легкие, что значительно снизит нагрузку на основание здания.
- Изделия отличаются крупным размеров, что, несомненно, значительно ускорит процесс строительства здания.
- Как мы уже выяснили, материал – экологически чистый.
- Газобетон не горит и не вступает во взаимодействие с огнем.
- Изделия обладают завидными показателями морозостойкости, плотности и прочности, что позволит возвести долговечное строение с высокими эксплуатационными характеристиками.
- Низкий коэффициент теплопроводности способствует сохранению тепла в помещении в холодное время года и прохлады в жаркие дни лета. Также, это поможет снизить расходы на отопления дома.
- Невысокая цена материала – значительный плюс.
- Технология производства автоклавного газобетона не сложна. Никаких особых навыков при этом получать не придется. Все происходит в автоматическом режиме, в условиях управления процессом оператором.

Недостатки заключаются в следующем:
- Газобетону свойственна гигроскопичность, то есть способность впитывать влагу и, причем, в большом количестве. Поэтому материал необходимо защищать о ограждать от ее пагубного воздействия. В противном случае, кристаллизируясь, она может начать разрушат структуру блока изнутри, нанося непоправимый вред изделиям.
- К газобетону плохо закрепляются различные элементы. Необходимо использовать специализированные метизы. А при желании закрепить особенно тяжелые предметы, узлы фиксации требуется планировать заранее на уровне проекта.
- Усадка материала – еще один весомый недостаток. На поверхности блоков зачастую образуются трещины.
- Хрупкость изделий. Газобетон не устойчив к механическим воздействиям, особенно это проявляется при транспортировке и в процессе работ.
Расчет рентабельности производства продукции
А теперь, давайте выясним, является ли рентабельным изготовление автоклавного газобетона.
При этом стоит учитывать некоторые факторы:
- Экономическая обоснованность и финансовая выгода зависят от региона, покупательской способности, установленной цены. А также: затрат на организацию выпуска и скорости реализации готовых изделий. Поэтому, расчет будет весьма ориентировочный, носит он информационный характер.
- Также обратите внимание на то, что сырье может приобретаться совершенно по разным ценам. Конечная себестоимость продукции зависит во многом от его стоимости.
- Немаловажным является факт привлечения необходимого количества сотрудников, расходы, связанные с оплатой труда, могут быть весьма значительными.
А теперь давайте рассмотрим таблицу.
Ориентировочный расчет рентабельности производства автоклавного газобетона при использовании линии конвейерного типа:
| Наименование затрат/доходов | Стоимость единицы, рублей | Всего стоимость |
| Полный комплект машин | Около 8500000 | 8500000 |
| Расход сырья на изготовление 1 куба блока: цемент, песок, эмульсия, пластификатор, иные добавки) | 1800 | 1800 |
| Расходы на сырье с учетом выпуска 3000 кубов изделий в месяц | 5400000 | 5400000 |
| ФОТ в месяц | 300000 | 300000 |
| Расходы на электроэнергию, водоснабжение, хозяйственные расходы предприятия | 1400000 | 1400000 |
| Доходы от продаж, при условии реализации 3000 кубов продукции в месяц | 3500 | 10500000 |
| Расходы на рекламу | 500000 | 500000 |
| Аренда склада, помещения под производство | 550000 | 550000 |
| Доходы всего в месяц за вычетом всех расходов, кроме стоимости оборудования | — | 2350000 |
| Приблизительный срок, за который бизнес может окупиться | 3,6-4 месяца |
В заключение
Производство газобетона автоклавного – востребованный вид деятельности. Это связано с простотой изготовления и завидным набором свойств и качеств, которые делают продукцию все более популярной среди потребителей. Рентабельность – не оставляет сомнений. Все вложения, даже при самом пессимистичном раскладе, с лихвой окупятся в течение года.

