Как производят газобетонные блоки: этапы производства

Тема изготовления газоблока, является крайне актуальной на сегодняшний момент. Развитие строительной индустрии стимулирует возникновение все новых и новых организаций по выпуску изделий для застройки.
А привлекательные системы сокращения бюджета в виде самостоятельного производства, вынуждают экономных застройщиков прибегать к попыткам создания домашнего мини-завода. Итак, производство блоков газобетонных: что представляет собой данный процесс?
Общая характеристика материала
Чтобы окончательно убедиться в устойчивой популярности данной продукции, стоит взглянуть на основной набор свойств и качеств. И, наверняка, сразу станут очевидными причины столь распространенного желания затеять бизнес по изготовлению газоблока.
Основные качества, свойства и их зависимость от компонентов и способа производства
Газобетонный блок, вне зависимости от типа производства, обладает достаточно высокими показателями основных характеристик. Но для того, чтобы была возможность понять зависимость данных свойств от метода изготовления и технологии, предварительно стоит узнать минимальные и максимальные пороги числовых значений этих качеств.
- Теплопроводность. Ее коэффициент колеблется в пределах 0,1-0,16 Вт (м С)
- Морозостойкость. Количество циклов замораживания и оттаивания, которые способен выдержать газобетонный блок колеблется от 25 до 100 (а по заявлениям некоторых производителей и 150) циклов.
- Пожаробезопасность. Такой блок не горит и способен на протяжении как минимум 2-х часов противостоять воздействию огня.
- Экологичность. Достаточно высокая. Никаких паров изделия не выделяют, являются абсолютно безопасными для окружающих.
- Толщина стены должна быть не менее 40 см.

Обратите внимание! Данный момент является несколько спорным. Так как если полностью учесть требования ГОСТ и СНиП, стена должна достигать 65 см. Ловкие производители, недоговаривая определенную информацию, содержащуюся в технической документации, несколько вводят в заблуждение потребителя. Рассчитывая нужную толщину, стоит учитывать мостики холода, регион и много других важных факторов. 40 см –это рекомендуемый минимум, а не максимально оптимальный вариант.
- Плотность блока варьируется от 400 до 800. Наиболее распространенной маркой является Д500. Именно с использованием данного блока производят возведения малоэтажных домов частные застройщики.
- Способность к водопоглощению – одна из самых важных характеристик, на которую стоит обратить внимание. Дело в том, что изделия из газобетона обладают свойством впитывать влагу, которая впоследствии кристаллизируется в пористой структуре блока. Данный факт отрицательно сказывается на долговечности и эксплуатационных характеристиках.
Выходит, пористость блока, влияющая на теплопроводность и объемный вес, является одновременно и достоинством, и недостатком.
Классификация изделий
Газобетонный блок богат количеством классификаций. Они определяют то или иную сферу применения, назначение продукции и преобладание в составе какого-либо сырья. Рассмотрим при помощи таблицы.
Таблица 1. Классификация газобетона:
| Основание классификации | Виды (типы) газобетона | Комментарии |
| В зависимости от метода твердения изделий | Автоклавный газобетон | Или газобетон синтезного твердения.
Подвергается сушке в специальном аппарате – автоклаве, под действием высокой температуры и давления. |
| Неавтоклавный | Или газобетон гидратационного твердения. При данном способе упрочнение происходит более естественным путем: в среде, насыщенной паром либо с устройством электроподогрева. | |
| В зависимости от прочности изделий | Теплоизоляционные газобетонные блоки | Применяются в качестве теплоизоляционного материала. Не могут быть использованы при кладке несущих стен и перегородок в силу низкого показателя плотности, что, как следствие, делает невозможным наличие нагрузок. |
| Теплоизоляционно-конструкционные | Основная сфера применения – возведение стен и перегородок. | |
| Конструкционные | Наиболее прочные блоки, способны выдержать наибольшую нагрузку. Применяются при строительстве малоэтажных зданий, высотой до 12 метров. | |
| В зависимости от типа вяжущего | Цементные | Основной компонент, как видно из названия – цемент. Он составляет не менее 50% от содержания всего сырья |
| Смешанные | Попросту говоря, содержат всего понемногу: цемент, известь, шлак и добавки | |
| Шлаковые | В состав блока входит до 50% шлака с примесью. | |
| Известковые | Содержат в составе до 50% от общей массы известь-кипелку. Помимо нее в блоке также имеются цемент, шлак, гипс. | |
| Зольные | Блоки состоят более чем на 50% из золы. | |
| Классификация, определяющая тип кремнеземистого компонента | Блоки, изготовленные с применением кварцевого песка | Иногда применяется также и другой тип песка, однако наиболее распространенным компонентом является кварцевый. |
| Изделия с добавлением вторичных продуктов иных производств | Это могут быть, например, вторичные продукты, получаемые вследствие обогащения руд. |
Особенности производственной технологии
Как упоминалось выше, существует всего 2 основных метода производства газобетонных блоков: автоклавный и неавтоклавный. И чтобы разобраться в достоинствах и недостатках каждого из способов, стоит детально изучить технологии изготовления и их принципиальные отличия между собой. Итак, как производят газобетонные блоки?
Необходимый набор оборудования
Не зависимо от того, где и каким образом задуман выпуск газобетонных изделий, наличие оборудования или хотя бы его части является необходимым. Рассмотрим варианты линий установок, которые необходимо приобрести при условии изготовления газобетона самостоятельно и в условиях завода.
Таблица 2. Перечень и вариативность типов устройств и машин, необходимых для выпуска газобетона:
| Тип оборудования | Краткое описание |
 Стационарная линия |
Подходит для производства изделий, объемом до 60 м3 в сутки. Большинство процессов происходят в автоматическом режиме. Контроль и участие человека нужно, но в минимальном количестве.
Установка для производства газобетона такого вида способна обеспечить выпуск блоков достаточно высокого качества. |

Мини линия |
По принципу работы данное оборудование мало чем отличается от стационарных установок.
|
 Конвейерная линия |
Практически полностью автоматизированный набор оборудования.
|
 Мобильная установка |
Наиболее компактный вариант, прекрасно подходящий для домашнего использования. Отличается невысокой ценой и отсутствием обязательного наличия больших по объему площадей для размещения оборудования.
Ниже, в качестве примера, приведен перечень наиболее популярных установок. |
| Установка Вибромастер шторм для производства газобетона. Способна изготавливать от 10 до 25 м3 блока в зависимости от модели. | |
| Станок для производства газобетонных блоков Газобетон 500Б плюс. Является отличным вариантом для предпринимателей и застройщиков. Устройство позволяет выпускать до 15-20 м3 в сутки. |
Полный список необходимых инструментов и оборудования для изготовления блоков своими руками выглядит так:
- Бетономешалка или миксер и электродрель
- Молоток
- Ведро с отметками для измерения нужного количества компонента
- Мастерок
- Кисть для нанесения смазки на формы
- Приспособления для удаления излишков смеси, например, проволока или металлическая струна
- Формы для блоков
- Гладилка


При желании, формы, как и установку для производства, можно соорудить самостоятельно. Многие производители предлагают приобрести для этого разработанные чертежи.
Перечень материалов, используемых в качестве сырья
Чтобы будущее изделие отвечало всем требованиям ГОСТ, его состав должен содержать следующие компоненты:
- Чистая вода
- Цемент марки не ниже 400, а в лучшем случае – 500. Его количество может составлять до 50%
- Алюминиевая пудра (используется в качестве газообразователя), около 1%
- Кварцевый песок в количестве 30-42%
- Едкий натр или иные химические добавки, способствующие ускорению процесса газообразования и твердения. Количество ее должно соответствовать значению до 0,45 %.
Еще один вариант состава выглядит так:
- Вода
- Цемент – до 50%
- Хлористый кальцинированный кальций 0,15-0,25%
- Известь- 2,5-2,7 %
- Алюминиевая пудра – до 1%
- Известняк – 12-25%


Изготовление в домашних условиях
Самостоятельное производство газобетона – дело, требующее затрат времени, но в то же время, позволяющее сэкономить.
Рассмотрим наиболее бюджетный вариант изготовления изделий. Краткая инструкция включает следующие этапы:
- В заранее подготовленной таре смешиваются компоненты в следующих рекомендуемых пропорциях: цемент и известь – 20%, алюминиевая пудра – 1%, кварцевый песок – 59%.
- В бетономешалку с водой добавляют смешанные составляющие.
- Количество воды следует отрегулировать так, чтобы полученная консистенция напоминала сметану высокой жирности. Жидкость должна быть подогрета до температуры равной около 40 градусам.
- Тщательно перемешанный раствор разливают в формы, предварительно обработанные смазкой для упрощения процесса извлечения блока. Они должны быть заполнены наполовину, так как в процессе застывания, под действием химической реакции, смесь будет увеличиваться в размерах.
- После прекращения процесса порообразования, с форм удаляют излишки и накрывают их каким-либо теплоизоляционным материалом.
- Изделия выдерживают еще около суток, после чего извлекают из форм.
- Технический набор прочности (марочный) в последующем длится 28 дней. Изделия выдерживаются на деревянных поддонах в подходящем помещении.
Наши блоки – готовы!


Расчет свайного фундамента
 |
 |
 |
 |







Видео: производство газобетона своими руками продемонстрирует вам процесс изготовления в домашних условиях.
Организация и запуск заводской линии
После выбора, покупки и настройки оборудования, следует приступать к делу.
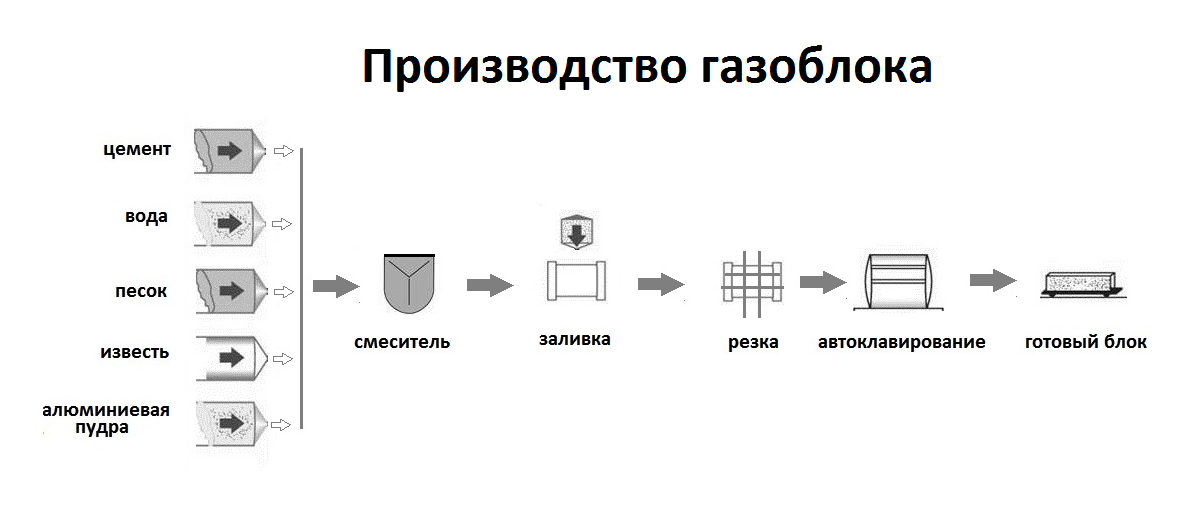
Общий порядок производства, вне зависимости от типа оборудования, выглядит следующим образом:
- Компоненты перемещаются в газобетоносмеситель в требуемой пропорции.
- После добавления газообразователя, все ингредиенты смешиваются в течение 10-12 минут.
- Далее готовая смесь помещается в формы, в которых она выстаивается на протяжении 2-4-х часов с елью завершения процесса газообразования.
- Все излишки раствора, образованные в связи с увеличением объема, удаляются.
- Изделия выдерживают еще около 8-ми часов в формах, после чего отправляют сушиться.
- Для полной технической зрелости и готовности к укладке должно пройти еще не менее 28 дней.


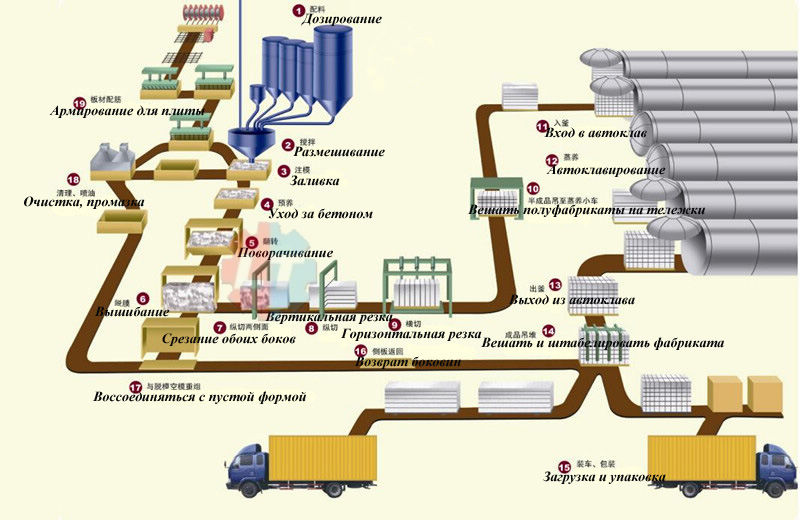
Теперь рассмотрим, как изготавливается автоклавный газобетон — технология производства проста, и содержит в себе ряд этапов:
- Автоклавный газобетон выпускают при использовании современного автоматизированного оборудования. Все компоненты находятся в специальных хранилищах, из которых они поступают в смеситель в заданных оператором количествах.
- Далее происходит смешивание компонентов до образования однородной массы
- Следующим этапом является процесс порообразования.
- После выдержки блоки проходят через так называемый «горячий тоннель» и отправляются на кантование.
- Резка единого газобетонного пласта также происходит в автоматическом режиме.
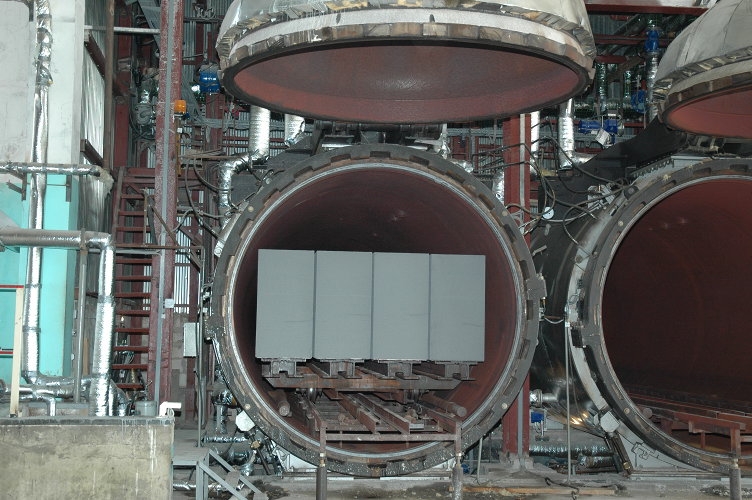
- Нарезанные установленного размера блоки отправляются в автоклав, где и происходит завершение процесса производства.

Как видно, конвейерное изготовление является наиболее продуктивным и простым. От человека требуется лишь задать нужные параметры, а машины сделают все остальное.
Для наглядности, рекомендуем посмотреть видео: производство газобетонных блоков в заводских условиях.
Сравнение изделий автоклавного и неавтоклавного способа изготовления
А теперь пришло время сравнить, чем же будут отличаться между собой блоки, достигшие твердения в автоклаве от изделий, подвергшихся естественной сушке. Разберемся при помощи таблицы.
Таблица 3. Сравнение автоклавного и неавтоклавного газобетона:
| Наименование показателя | Блоки автоклавного метода твердения | Блоки неавтоклавного метода твердения |
| Затраты на производство, себестоимость | Вне всяких сомнений факт того, что производить автоклавный газобетон гораздо более затратно. Это касается в первую очередь стоимости закупки оборудования. Если говорить про сырье, то стоимость компонентов значительно отличаться не будет | Неавтоклавный газобетон может производиться в условиях кустарного и домашнего производства своими руками. Больших затрат на оборудование не требует. Себестоимость продукции значительно ниже, нежели у его конкурента-автоклава. |
| Геометрия блока | Благодаря применения автоматизированных машин, геометрия блока приближена к идеальной. Погрешности могут быть весьма незначительными и составлять 0,5-1 мм | В случае с неавтоклавом, ровность и геометричность блока во многом зависит от управляющего процессом. Результат, разумеется, будет хуже нежели при выпуске изделий в заводских условиях. |
| Прочность блока | Блок более прочный за счет особенности изготовления | Изделия сильнее крошатся, более восприимчивы к механическим воздействиям |
| Теплопроводность | Показатель теплоизоляции достаточно конкурентный. | Неавтоклавный газобетон также обладает низким коэффициентом теплопроводности. Однако, если данный факт рассмотреть со стороны эффективности, то автоклавный газобетон уйдет далеко вперед.
Для того, чтобы результат был одинаковым, толщина стены из неавтоклавного газобетона должна быть не менее 65 см, в то время как автоклав может похвастаться возможностью ограничиться 40 см. |
| Морозостойкость | Высокий показатель, варьируется от 35 до 100 циклов в зависимости от производителя. | Достаточно хорошая, однако значительно ниже чем у блока автоклавного способа производства |
| Розничная цена | 3000-3500 рублей/м3 | 2800-3200 рублей/м3 |
| Усадка | Автоклавный газобетон начинает набирать техническую прочность еще в процессе изготовления. Усадка происходит значительно быстрее и составляет 0,3 мм/м2 | Неавтоклавный газобетон в этом случае серьезно уступает автоклаву. Прочность он набирает в течение 3-5 лет и при этом происходит постепенная усадка. Появляются трещины в стенах, штукатурке.
Поэтому к отделке следует подходить, учитывая данные свойства материала, например, недостатки сможет скрыть отделка гипсокартоном изнутри и монтаж вентилируемого фасада – снаружи. Числовой показатель усадки – 1-3 мм/м2. |
| Однородность распределения составляющих | Поскольку всем процессом на 90-96% управляют машины, точность дозировки компонентов и их распределение происходит технологически максимально верно. | При изготовлении имеет место быть случай, при котором часть пузырьков может подниматься вверх за счет более легкого веса, а более тяжелый компонент сосредотачиваться внизу. Как следствие, блоки получаются неоднородными, что, в свою очередь, влияет на набор свойств и качеств. |
Становится очевидным заметное преимущество автоклавного газобетона над неавтоклавным. Даже экономия при приобретении материала не станет абсолютной выгодой, так как потребуются дополнительные затраты на возведение более толстой стены и отделку.


Видео в этой статье расскажет подробнее об особенностях и отличиях автоклавного и неавтоклавного газобетона.
Возможные варианты рентабельности производства при различных показателях объема выпускаемой продукции
Для того чтобы высчитать возможную рентабельность производства, понадобится изучить:
- затраты на закупку оборудования,
- ведение хозяйственной деятельности,
- приобретение сырья,
- расходы на рекламу, транспортировку
- траты на регистрацию бизнеса, аренду помещений для юридического адреса и складов
- а также учесть отчисления налогов и выплату заработной платы работникам
- сопоставить данные траты с доходами, связанными с ведением хозяйственной деятельности, то есть, в нашем случае, с реализацией продукции.
Таблица 4. Технико-экономическое обоснование ведения бизнеса по производству автоклавного газобетона с использованием автоматизированной конвейерной линии:
| Наименование затрат/доходов | Стоимость единицы, рублей | Всего стоимость |
| Полный комплект машин | Около 7500000 | 7500000 |
| Расход сырья на 1м3 блока: цемент 270 кг, песок – 290 кг, пластификатор, эмульсия, иные химические добавки) | 1700 | 1700 |
| Расходы на приобретения сырья в расчете выпуска 3000 м3 блоков в месяц | 5100000 | 5100000 |
| ФОТ в месяц | 200000 | 200000 |
| Расходы на водоснабжение, электроэнергию, иные коммунальные платежи и хозяйственные расходы организации, в месяц | 1500000 | 1500000 |
| Доходы от реализации готовой продукции при условии продажи 3000 м3 в месяц, стоимостью 3500 рублей/м3 | 3500 | 10500000 |
| Реклама, в месяц | 400000 | 400000 |
| Аренда помещений в месяц | 500000 | 500000 |
| Доход в месяц за вычетом всех расходов, за исключением оборудования | 2800000 | |
| Ориентировочный срок окупаемости | 2,7 месяца |

Таблица 5. Рентабельность производства газобетона с небольшим суточным объемом выпускаемой продукции.
| Наименование затрат/доходов | Стоимость единицы, рублей | Всего стоимость |
| Полный комплект машин | 1500000 | 1500000 |
| Расход сырья на 1м3 блока: цемент 270 кг, песок – 290 кг, пластификатор, эмульсия, иные химические добавки) | 1700 | 1700 |
| Расходы на приобретения сырья в расчете выпуска 600 м3 блоков в месяц | 1020000 | 1020000 |
| ФОТ в месяц | 150000 | 150000 |
| Расходы на водоснабжение, электроэнергию, иные коммунальные платежи и хозяйственные расходы организации, в месяц | 200000 | 200000 |
| Доходы от реализации готовой продукции при условии продажи 600 м3 в месяц, стоимостью 3500 рублей/м3 | 3500 | 2100000 |
| Реклама, в месяц | 100000 | 100000 |
| Аренда помещений в месяц | 250000 | 250000 |
| Доход в месяц за вычетом всех расходов, за исключением оборудования | 380000 | |
| Ориентировочный срок окупаемости | 4 месяца |
Расчет, разумеется, является ориентировочным, и осуществим при условии отсутствия каких-либо дополнительных расходов. Однако рентабельность производства – налицо. Даже если бизнес и не окупится за 3-4 месяца, то за полгода или год уж точно принесет неплохие доходы.
Производство блоков газобетонных по-прежнему остается весьма выгодным делом. Ведь не зря с каждым годом на рынке строительных материалов появляется все больше новых изготовителей. Простота технологии, доступность материалов, а, главное, высокий уровень спроса потребителей – вот те самые важные факторы, позволяющие приносить такому бизнесу максимальную прибыль.

