Газобетон неавтоклавный: общие характеристики, свойства и технология производства

Выбор строительного материала для стен является наиболее сложным, ведь от этого зависит не только скорость строительства, но и в будущем — долговечность конструкции, ее прочность и комфортность пребывания. Газобетон неавтоклавный уже давно не является новинкой на рынке, производится он на протяжении длительного времени и, не смотря на появление более современных изделий, по-прежнему, не теряет популярность.
Обзор основных качеств материала
Рассмотрим основные свойства и качество газобетонного блока неавтоклавного твердения, опираясь на требования ГОСТ, СНиП и результаты испытаний продукции. Проанализируем технологию производства и выясним: будет ли правильным выбор данных изделий в качестве основного материала для возведения стен.
Что такое газоблок неавтоклавного твердения и его сфера применения
Неавтоклавный блок сделан из того же вспененного бетона, но при условии естественного твердения.
Сфера применения у него достаточно широкая:
- Изделия используют при малоэтажном строительстве для возведения несущих стен и перегородок;
- Также применяют в качестве заполнителя каркаса из железобетона при формировании высотных зданий;
- Использование неавтоклавного газобетона актуально при теплоизоляции и армировании.

Состав газобетона неавтоклавного характеризуется наличием следующих компонентов:
- Цемент;
- Песок;
- Гипс, зола или мел;
- Вода;
- Алюминиевая пудра в качестве порообразователя;
- Химические добавки, ускоряющие процессы газообразования и твердения.

Газобетон, в зависимости от плотности, различают:
- Теплоизоляционный;
- Теплоизоляционно-конструкционный;
- Конструкционный.
Рассмотрим, как плотность блока влияет на его основные показатели.

Таблица 1. Характеристики неавтоклавного газобетона в зависимости от плотности:
| Наименование показателя | Значение для неавтоклавного теплоизоляционного газобетона | Значение для неавтоклавного конструкционного газобетона |
| Теплопроводность ккал/м. ч. Гр. | 0,07-0,16 | 0,17-0,33 |
| Паропроницаемость | — | 0,16-0,25 |
| Водопоглощение | — | 8,5-9 % |
| Усадка | — | 0,033 % |
| Прочность на сжатие кг/см2 | 10-29 | 30-70 |
| Огнестойкость | ||
| Масса в сухом состоянии кг/м3 | 350-590 | 600-1600 |
Преимущества и недостатки строений, возведенных из неавтоклавного газобетона
К преимуществам неавтоклавного газобетона можно отнести:
- Малый вес изделий, в сочетании в достаточно неплохим показателем прочности.
- Низкий коэффициент теплопроводности, способен гарантировать высокий уровень сохранения температуры в здании.
- Простота в обработке, облегчит задачу возведения стен, и повысит скорость строительства. Изделия легко поддаются резке любым пригодным для этого инструментом. Дом из неавтоклавного газобетона, под силу построить практически каждому.
- Материал экологически чистый, не горит и обладает устойчивостью к биологическому воздействию.
- Еще одним достоинством является возможность изготовления блока своими руками. Технология производства достаточна проста и не требует приобретения дорогостоящего оборудования.
- Показатели значений паропроницаемости и звукоизоляции, также находятся на должном уровне.
- Морозостойкость достигает 50-70 циклов, что, несомненно, неплохой результат.
Относительно невысокая цена на продукцию. Данный факт также можно отнести к плюсам изделий.
Отрицательные стороны представлены также в немалом количестве, их гораздо больше, нежели у автоклавного газобетона и сводятся они к следующему:
- Материал достаточно хрупкий, и крошится от механических воздействий
- Требуемая толщина стены – от 65 см, что не позволит сэкономить на строительстве, а, скорее, наоборот (блоки придется укладывать в два ряда).
- Повышенный уровень усадки, составляющий от 1 до 2-х мм. Следствием может стать нарушение не только внешних характеристик, но и эксплуатационных качеств здания и свойств материала.
- Широкое распространение мелких кустарных производств, также следует отнести к минусам. В связи с этим, шансы на приобретение некачественной продукции значительно возрастают.
- Наличие геометрических отклонений в силу несовершенства оборудования и влияния человеческого фактора во время изготовления.
Обратите внимание! Вышеуказанный факт может существенно отразиться на расходе клеевого состава при укладке блока и скорости строительства в целом
Высокий уровень влагопоглощения губительно сказывается на изделиях, разрушая их структуру и снижая показатели качества свойств.
Усложненность отделки, в основном, за счет вышеуказанного недостатка и пониженной адгезии основания стены из газобетона с отделочными материалами. В результате, у строителей возникают дополнительные расходы, например, на составы грунтовки, специализированные дорогостоящие смеси, армирование.
Сравнение изделий с другими, схожими по свойствам, материалами
Автоклавный газобетон – особенный материал, однако во многом он имеет сходства с другими изделиями, предназначенными для возведения стен. Рассмотрим подробнее при помощи таблицы.
Таблица 2. Сравнение неавтоклавного газобетона:
| Наименование материала | Теплопроводность | Морозостойкость, циклов | Усадка | Прочность | Водополощение | Толщина стены (минимальная) |
| Газобетонные блоки неавтоклавные | До 0,2 | 35-75 | 1-2 мм/м2 | 25-45 | До 20% | 0,6 метра |
| Пенобетон | 0,14-0,22 | От 35 | 0,4 мм/м2 | 15-25 | 10-16% | Минимум – 0,6 м |
| Кирпич | 0,5 | 100 | 6-13% | 100-200 | 12-15 % | Минимум 1,2 м |
| Полистиролбетон | 0,1-0,2 | От 35 | 0,33 мм/м2 | 20-30 | 10-15% | От 0,5 м |
| Керамзитобетон | 0,4-0,8 | От 50 | 0,3-0,5 мм/м2 | 25-35 | 10-15% | От 0,5 м |
| Дерево | 0,14 | От 30 | Около 10% | — | 20-25% | Минимум – 0,5 м |

Отличительные особенности неавтоклавного газобетона от блоков автоклавного твердения

А теперь давайте разберемся: в чем же заключается отличие автоклавного газобетона от неавтоклавного?
Одним из основных является, разумеется, сам способ твердения. Дело в том, что два этих типа блока подвергаются сушке при различных условиях, что, как следствие, влияет на числовой показатель свойств и характеристик.
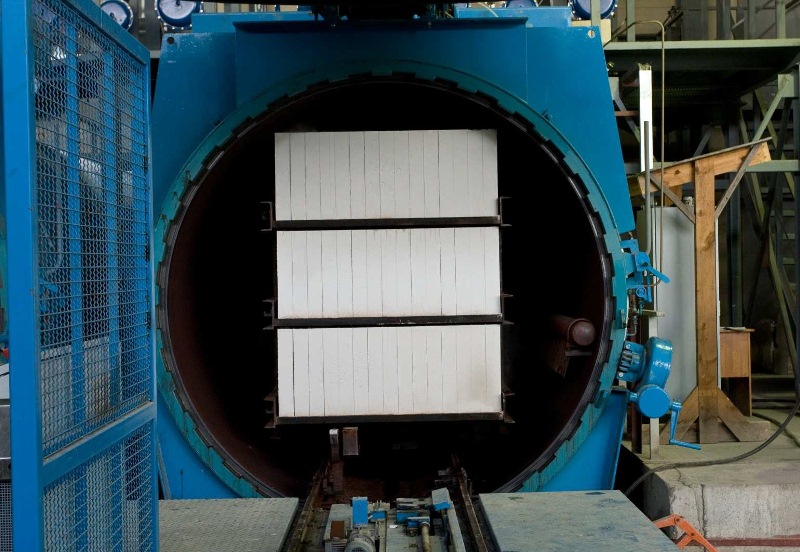
Газобетон синтезного метода твердения, на последнем этапе производства помещают в автоклав, где он находится под воздействием высокой температуры и давления. В свою очередь, неавтоклавный газобетон твердеет при естественных условиях.
Следствием данного различия и некоторых нюансов производства, является несовпадение многих показателей, однако частично свойства все же схожи:
- Морозостойкость автоклавного бетона может достигать 100, а иногда и 150 циклов, в тоже время неавтоклав, таким высоким значение похвастаться не может — максимальный, обещанный производителями, порог достигает 70 циклов замораживания и оттаивания.
- Газобетон гидратационного твердения (неавтоклавного) больше подвержен усадке. Следствием этого, может стать появление трещин на кладке и поверхности, покрытой штукатуркой. Процесс этот объясним особой обработкой автоклава, во время которой он начинает набирать прочность прямо на стадии изготовления.
- В числовом выражении, усадка неавтоклавного газобетона составляет до 1,5 мм/м2, а автоклавного всего 0,3 мм.
- Коэффициент теплопроводности хорош у обоих типов. Однако толщина стены при одинаковых показателях двух блоков будет разной и отличаться примерно на 20-25 см, не в пользу неавтоклавного изделия.
- Звукоизоляционные характеристики также схожи, как и способность к паропроницанию.
- Оба материала могут стойко противостоять огню, и находиться под воздействием разрушительно воздействия высокой температуры до 2-х часов.
- Также, являясь изделиями экологически чистыми, они не наносят никакого вреда окружающей среде.
- Стоит обратить внимание на то, что геометрия автоклавного блока значительно выигрывает. Максимально допустимые отклонения, в соответствии с ГОСТ, не должны превышать 3 мм по длине, 2 – по ширине и 1 мм – по высоте. У неавтоклавного блока, данные показатели достигают в числовом выражении следующих значений: 5 мм – по длине, 4 мм – по ширине и 2 – по высоте.
В следствие этого, толщина кладочного слоя раствора или клея будет отличаться, как и скорость строительства.
- Изделия имеют и внешние отличия, основное из которых заключается в цвете: блок гидратационного твердения – серый, а автоклав – белый.
- Одним из важнейших различий, является прочностная характеристика. При плотности блока равной Д500, марка автоклавного газобетона, по требованию ГОСТ, должна соответствовать показателю 3,5. У неавтоклава это значение едва достигает половины.
- Завершим сравнение указанием на факт различия в основном вяжущем компоненте: для неавтоклавного газобетона это всегда – цемент, а путем автоклавирования получают известь содержащие газосиликатные блоки.
Требования технической документации к последнему, разумеется, ниже. И это касается не только прочности, но и других качеств. А теперь, для наглядности, проанализируем вышеперечисленные свойства в виде таблицы:
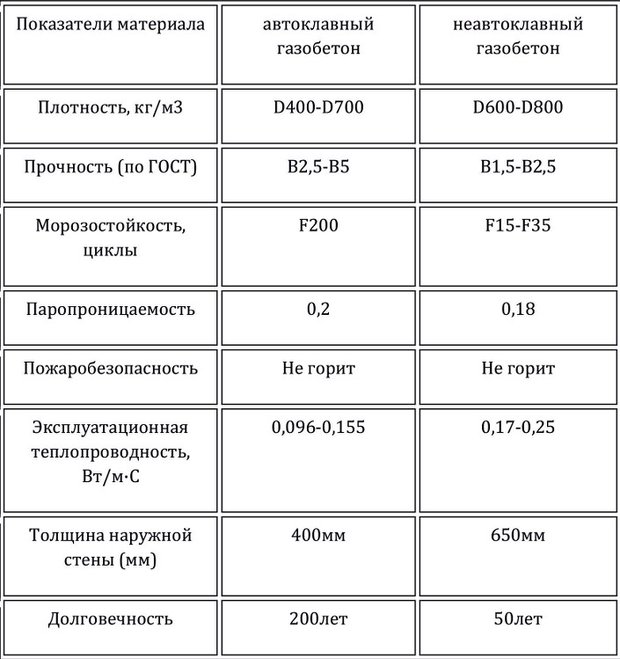
Таблица 3. Сравнение: автоклавный газобетон и неавтоклавный газобетон:
| Наименование свойства | Значение у автоклава | Значение у неавтоклава |
| Морозостойкость, циклов | 50-100 (иногда до 150) | 25-75 |
| Теплопроводность | 0,1-0,14 | До 0,12 |
| Усадка | 0,3 мм/м2 | 1-2 мм/ м2 |
| Толщина стена | Минимум 40 см | Минимум 65 см |
| Защитная отделка | Нуждается | нуждается |
| Марка прочности | 1,5-3,5 | 1-2,5 |
| Стоимость за м3 | Дороже | Дешевле автоклавного газобетона |
| Выбор среди ведущих производителей | Достаточно широк | Не так распространен, более характерен для кустарногои домашнего производства |
| Сложность производства | При наличии автоматизированной линии или конвейера, сложностей не возникает, участие человека минимизировано | Процесс отнимает немало времени, нуждается в трудозатратах |
Проанализировав вышеуказанное, наверняка, становится риторическим вопрос: что лучше автоклавный или неавтоклавный газобетон.
Анализ технологического процесса
Теперь рассмотрим, что представляет собой производственная технология неавтоклавного газобетона? Какие материалы и оборудование используются при изготовлении, и как влияют технологически верные пропорции сырья на конечный результат качества изделий.
Необходимое оборудование и материалы
Сразу стоит обратить внимание на то, что изготовление неавтоклавного газобетона, не смотря на большую популярность автоклавного, по-прежнему, производится на некоторых предприятиях. Соответственно, набор оборудования для домашнего использования и для заводского, будет разниться.
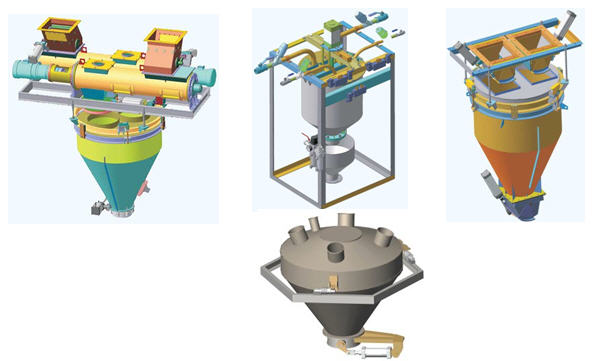
Для полноценного производства понадобится наличие следующих машин и станков:
- Газобетоносмеситель;
- Форма для блока;
- Станок для резки блочного массива;
- Ручной дозатор;
- Мерная емкость;
- Поддоны для блоков.




При объемном производстве, могут понадобиться также средства транспортировки. Рецептура на неавтоклавный газобетон содержит перечень определенного набора материалов.
Содержание его следующее:
- Вода — она должна соответствовать ГОСТ 23732-79 «Вода для бетонов и растворов». Обычно используется простая водопроводная.
- Цемент, соответствующий требованию ГОСТ 10178-85. Марка должна быть не менее 400
- Требования к песку определены ГОСТ 8736-93. В большинстве случаев используют кварцевый.
- Наполнители могут быть следующими: мука известковая ГОСТ 26826-86, мука доломитовая ГОСТ 14050-93, золошлаковая смесь ГОСТ 25592-91, зола с тепловых станций ГОСТ 25818-91, шлакигранулированные ГОСТ 3476-74 ,минеральный порошок ГОСТ Р 52129-2003.
- Газообразователь – алюминиевая пудра ГОСТ 5494-95.
- Применяются также поверхностно-активные вещества в виде: стирального порошка, сульфонола или обычного хозяйственного мыла.
- Для ускорения твердения и порообразования, применяют каустическую соду, или едкий натриевые, схожие по свойствам, добавки.

Поэтапное описание хода работ при изготовлении
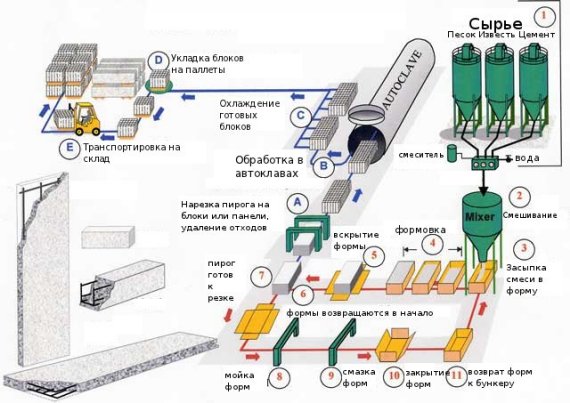
Классическая технология производства газобетона неавтоклавного содержит в себе следующие этапы:
- Первым делом производится подготовка форм: смазка их специализированной эмульсией для облегчения выемки изделий. Замешивается раствор в соответствии со всеми требованиями к пропорциям.
- Готовая смесь заливается в формы и выстаивается.
- Далее осуществляют удаление излишков и резку блочного массива.
- Блоки выдерживают до состояния, пригодного для распалубки, после чего изделия перемещают на деревянные поддоны.
Теперь рассмотрим подробно каждый из этапов при помощи таблицы.
Таблица 4. Производство газобетона неавтоклавного: поэтапная инструкция процесса изготовления.
| Подача цемента | Осуществляется в дозирующий бункер вручную. Доза цемента контролируется при помощи датчиков. По достижению нужного количества, бункер опрокидывается и цемент попадает в скиповый подъемник, а точнее в его банку. |
| Подача песка | Происходит по аналогии с цементом |
| Подача воды | Жидкость нагревается до 40 градусов и отправляется в промежуточный дозатор. Он содержит достаточно широкую горловину, которая позволяет быстро переливаться воде в основной смеситель для смешивания с остальными компонентами. |
| Добавление порообразователя | Чаще всего используют алюминиевую пудру. Дозирование производят при помощи мерного сосуда. |
| Смешивание компонентов | Первой в смеситель попадает вода. Предварительно его включают для образования воронки. Следом, туда отправляются сыпучие ингредиенты, а последними – химические добавки.
После смешивания, смеситель передвигается ближе к формам. |
| Заливка в форму | Полученным раствором заполняют форму для блоков |
| Газообразование и первый этап твердения | Смесь выдерживают в форме до окончания процесса своеобразного брожения. После его завершения раствор начинает набирать прочность. |
| Корректировка и резка | По истечении нескольких часов, излишки раствора удаляются, а массив разрезается на блоки. Для этого используют ручной резательный аппарат, погрешность которого составляет 3 мм, гост неавтоклавного газобетона это позволяет. |
| Заключительный этап | Изделия накрывают теплоизоляционным материалом, и выжидают 6-8 часов. После этого, блоки перемещаются на деревянные поддоны, где остаются набирать техническую прочность в течение еще как минимум 3-х суток – летом и 7-ми – зимой. |
Обратите внимание! При домашнем производстве порядок работ остается тем же. Взвешивание компонентов производят вручную при помощи весов, а раствор разливают в формы определенного размера, после извлечения из которых, получается готовый блок. То есть резательный аппарат, с целью снижения затрат, не используется.



Видео в этой статье расскажет о процессе производства более подробно.
Основные итоги
Неавтоклавный газобетон достаточно популярный материал в строительной сфере. Однако при этом, по некоторым показателям, он значительно уступает газобетону синтезного твердения. В первую очередь, это заключается в более низком уровне морозостойкости, прочности и повышенной способности к усадке.
Производство данных изделий не вызывает значительных трудностей. Но при домашнем изготовлении процесс выпуска требует особой внимательности и отчасти — опыта. Так как неисполнение технологии и неправильное дозирование компонентов, может привести к отрицательным последствиям, в первую очередь, в отношении характеристик изделия и свойств.
Газобетон автоклавный и неавтоклавный имеют некоторые отличия. Это обосновано различным способом твердения и составом компонентов. Проанализировав основные свойства данных видов блока, сложно не согласиться с рекомендациями специалистов, советующими отдавать предпочтение именно автоклавным изделиям.

