ГОСТ 31359 2007 Бетоны ячеистые автоклавного твердения: анализ стандарта качества на популярный материал

Ячеистый бетон завоевал популярность среди потребителей как высококачественный материал, обладающий определенным набором свойств, которые наиболее важны при возведении и эксплуатации зданий. Как известно многим, такие бетоны могут твердеть при различных условиях и в данной статье мы поговорим о материале, проходящем особую обработку в автоклаве – специальном оборудовании, оказывающем воздействие посредством давления выше атмосферного и высокой температуры.
Рассматривать материал мы будем, основываясь на стандарте качества. ГОСТ 31539 2007 «Бетоны ячеистые автоклавного твердения»: давайте выясним, какую информацию содержит в себе документ.
Свойства материала, виды и сфера применения
Рассмотрим более подробно, что представляет собой данный материал, каких видов бывает, и какова его сфера применения.
Классификация и область применения
Автоклавный блок — материал искусственно созданный, характеризующийся наличием пористой структуры и, как уже было сказано, прошедший специальную обработку в автоклаве.
Автоклавная обработка способствует быстрому набору марочной прочности, и повышению физико-механических показателей готового продукта. Ниже мы проведем сравнение числовых значений свойств изделий синтезного и гидратационного твердения.
Состав характеризуется наличием кремнеземистого компонента, вяжущего, воды и порообразователя.
Для каждого из разновидностей материала метод порообразования несколько разный. Точнее говоря, данный процесс провоцируется по-разному. Для пенобетона – путем добавления в смесь пенообразователя, для газобетона — это результат химической реакции между алюминиевой пудрой и газообразователем.



Классификация материала достаточно широка. Основана она на различии в составе, плотности изделий и некоторых других факторах.
В соответствии с назначением, материал может быть использован либо как конструктивный материал, либо как утеплитель. Основное отличие между видами заключается в показателе средней плотности материала и изделий из него, который определяет сферу применения.
- Теплоизоляционные изделия наделены плотностью, не превышающей Д500. Однако в то же время, способность его способность к теплосохранению велика. Как следствие, материал используется для утепления конструкций, возведённых из более прочного материала.
- Конструкционно-теплоизоляционный вид обладает более высокими прочностными характеристиками. Применяется при малоэтажном строительстве. Плотность достигает 900 кг/м3.
- Конструкционный материал характеризуется плотностью в Д1000-1200. В основном, применяется при строительстве несущих конструкций. Здания с его использованием можно возводить высотой до 12-15 метров, при условии возведения несущего каркаса.

На заметку! Также существует и более прочный материал. Марка прочности его и средняя плотность ГОСТ не регулируется. Носит название он конструкционно-поризованный. Плотность может достигать 1600 кг\м3. Как правило, систематического характера его выпуск не носит. Изготавливается под заказ небольшими партиями.
Способ порообразования также положил основу для классификации. В соответствии с этим, бетоны ячеистые синтезного твердения разделяют на: пеногазобетон, пено- и газобетон.

Технические характеристики
Газо- и пеноблок – наиболее популярная продукция, выпускаемая из данного материала. Рассмотрим основные технические и эксплуатационные характеристики, опираясь на стандарт качества.
- Как уже говорилось, автоклавный бетон – это материал, подвергающийся особой обработке, которая, в первую очередь, оказывает влияние на прочностные характеристики. Прочностных показателей вполне достаточно для применения материала в строительстве — в том числе, при сооружении несущих конструкций. Числовые значения варьируются в пределах 300-1200 кг/м3.

- Теплопроводимость для изделий в сухом состоянии равна 0,08-0,34 Вт*мС. При увлажненности изделий, показатель будет несколько увеличен, однако способность к сохранению температуры будет по-прежнему велика.

- Автоклавный бетон ячеистый отличается повышенной маркой по морозостойкости. В соответствии с ГОСТ, минимальный порог для изделий, применяемых при возведении наружных стен, не должен опускаться ниже планки в 25 циклов. В действительности же, материал способен выдерживать гораздо большее количество циклов.
Высочайшая конкуренция среди производителей дала толчок к повышению качества продукции. Каждый стремится выделить свои изделия среди остальных.
На заметку: Поскольку марка морозостойкости во многом определяет долговечность будущей конструкции, данное свойство непрерывно пытаются повышать. На данный момент, уже не один изготовитель обещает, что блок сможет выдержать вплоть до 100-150 циклов замораживания и оттаивания.

- Блоки автоклавированные из ячеистого бетона характеризуются хорошей паропроницаемостью. Они способны создавать благоприятный климат в помещении, при условии соблюдения технологии отделки. Коэффициент равен 0,09-0,3.

Также стоит обратить внимание на факт негорючести материала и экологичности. В состав не входят вредные, ядовитые компоненты.

Долговечность может достигать 200 лет.
Преимущества автоклава перед неавтоклавными изделиями
А теперь, давайте сравним автоклавные ячеистобетонные блоки и изделия, твердеющие в естественных условиях — и выясним, насколько автоклавирование эффективно.

Сравнение блоков синтезного и гидратационного твердения:
| Наименование характеристики | Сравнение |
| Соотношение теплопроводности и плотности | Теплопроводность у обоих видов изделий хороша, однако если говорить про соотношение данного показателя с плотностью и прочностью, то ячеистобетонные блоки, подвергшиеся автоклавированию уходят вперед, опережая своего основного конкурента. |
| Морозостойкость | И в этом показателе стоит отдать пальму первенства автоклавным изделиям. Морозостойкость их выше примерно на треть. |
| Долговечность | Автоклавные изделия более долговечен и более устойчив к атмосферным воздействиям. |
| Хрупкость | Неавтоклавные блоки характеризуются большей хрупкостью и уязвимостью к механическим воздействиям. Это объясняется, с технологической точки зрения, способом твердения. |
| Сложность производственного цикла | В целом, технологический цикл несложен в исполнении в обоих случаях. Отличием является то, что блоки автоклавного твердения невозможно произвести своими руками.
В противовес этому, неавтоклавные изделия могут быть изготовлены самостоятельно. Хотя возможность погрешностей и выпуска некачественной продукции при этом увеличивается. Плюсом можно назвать существенную экономию. |
| Легкость обработки | Оба изделия хорошо поддаются любой обработке. |
| Внешние характеристики, геометрия изделия | Изделия из бетона автоклавированные отличаются лучшей геометрией, зачастую – практически идеальной. Дело в том, что, как правило, производство почти полностью автоматизировано. Резка производится при помощи машин, что сводит к минимуму риск погрешности. |
| Цена на продукцию | Неавтоклавные изделия более дешёвые. Стоимость их ниже примерно на 10%. |
| Водопоглощение | Все разновидности группы материалов способны к поглощению влаги. Поэтому, в данном случае, сложно выбрать лидера.
Однако, есть некоторые нюансы:
|

Как видно, технология автоклавного бетона действительно обеспечивает выпуск более высококачественных изделий.
Основные недостатки материала
Теперь пришло время обратить внимание и на недостатки материала. В целом, они касаются не только автоклавных изделий, а всех ячеистых бетонов в целом. Рассмотрим более подробно.
- Как уже было сказано, материал – гигроскопичен. Изделия нуждаются в тщательной защите от воздействия влаги, которая может нанести вред непосредственно структуре блока, вызвав при этом снижение показателей качеств.
- Как правило, изделия обладают плохой адгезией с материалами для отделки. Ее придется повышать, путем обработки грунтовками, бетоно-контактами. Применяют также армирование.
- Хрупкость изделий – многим известный факт. Транспортировка, период работы – то время, когда данный недостаток более всего проявляется.
- Блоки склонны к усадке. Минимально возможный показатель – 0,3 мм/м2. Как следствие, на готовой кладке могут появиться трещины, которые хоть и можно реставрировать, но затраты времени и дополнительных средств – гарантированы.
- Необходимость применения специального крепежа и планирование узлов при желании зафиксировать предметы с большим уровнем вырыва – также стоит отнести к недостаткам.
Существенных больше нет.



Кратко о технологии изготовления
Если говорить про технологию изготовления, то она содержит в себе ряд последовательных этапов.
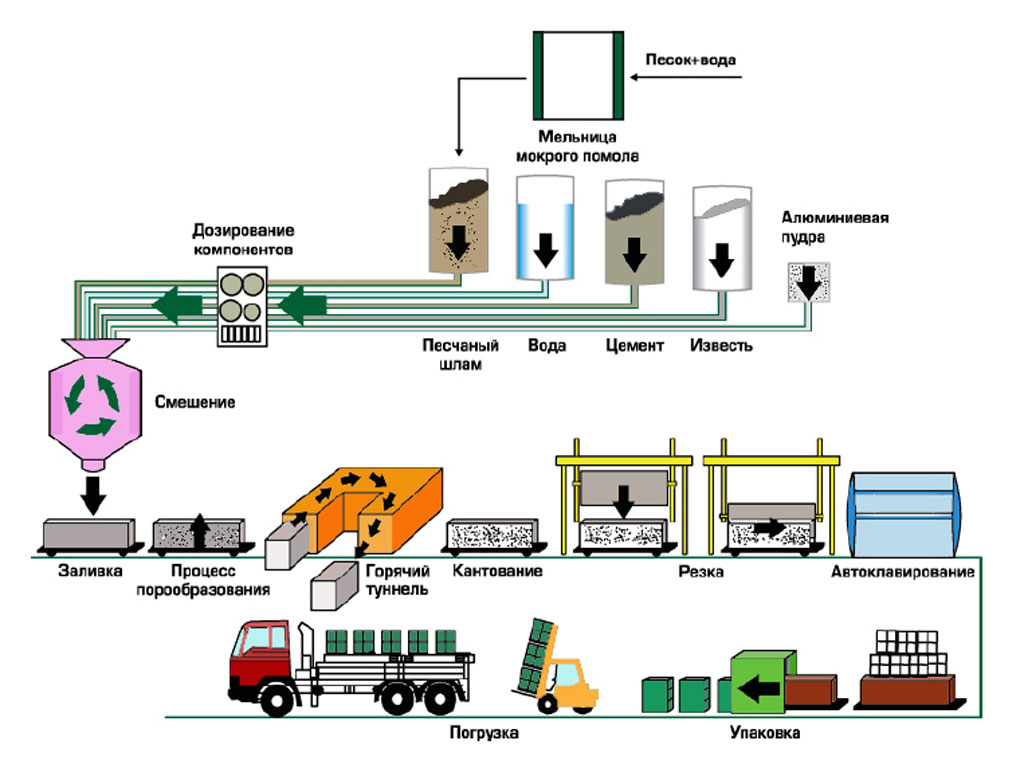
Инструкция выглядит так:
- Происходит смешивание компонентов, пропорции которых отмеряют дозаторами и отправляют в смеситель;
- После смешивания производится формовка, как правило, форма представляет собой единый пласт. Наполняется она примерно 1/3 во избежание перетекания раствора;
- Следующим этапом является процесс вспучивания раствора, в результате которого образуются ячейки;
- Далее следует кантование;
- Завершающим этапом является финишная обработка. В ее процессе используется автоклав для бетона ячеистого. Блоки выдерживают в нем на протяжении 12 часов.





Что касается оборудования, то чаще всего при производстве пено- и газоблока применяются линии конвейерного типа, практически полностью автоматизированные.

Объем суточной продукции при выпуске может достигать и 200, и 300 м3. Стационарные линии применяются реже. Они более бюджетные, их комплектация может быть различной.

Видео в этой статье продемонстрирует наглядно процесс производства автоклавного бетона ячеистого.
Основные требования к сырью, методы контроля
В завершение, рассмотрим, какие же требования предъявляются ГОСТ 31359 к материалам, используемым для изготовления рассматриваемых изделий, и какие методы испытаний характеристик применяются.
Требования к материалам-компонентам
- Цемент должен использоваться без добавок и соответствовать требованиям ГОСТ 31108 и 10178.
- Высокоосновная зола должна содержать оксид кальция в количестве не менее 40%.
- Известь должна быть негашеной и соответствовать требованиям ГОСТ 9179.
- Кремнеземистый компонент может быть: природным материалом (кварцевый песок), вторичным продуктом энергетики и промышленности.
- Для формирования пористой структуры должны использоваться пено- и газообразователи. В качестве газообразователя рекомендовано применять алюминиевую пудру или пасту на ее основе. Пенообразователем могут служить белковые и синтетические продукты-пенообразователи.
- С целью повышения показателей готовых изделий, рекомендовано применение специализированных добавок.
Испытания изделий
Все изделия должны быть подвергнуты испытаниям, в результате которых производителю выдается соответствующее заключение и сертификат качества на продукцию.
Сущность методов испытаний физико-технических и механических показателей:
| Наименование показателя, подвергающегося проверке | Кратко о сущности метода |
| Морозостойкость | Сущность метода заключается в контроле количества циклов замораживания и оттаивания, которое может выдержать образец без установленных потерь числовых значений определенных качеств. Это касается в первую очередь плотности и массы изделий.
Проводят испытание путем помещения отобранных образцов в специальные камеры, обеспечивающие замораживание и размораживание. Процедура повторяется нужное количество раз. |
| Теплопроводность | В лабораторных условиях искусственно создается стационарный тепловой поток. С его помощью оказывается воздействие на образец.
На последнем этапе производят измерение плотности такого потока и изменений, происходящих с образцом. |
| Прочность на сжатие | Контролируется путем помещения испытуемого образца под пресс, при помощи которого оказывается нагрузка вплоть до разрушения изделия.
Максимальное значение оказываемой нагрузки, зафиксированное прибором – и есть необходимое значение. |
| Паропроницаемость | Сущность метода контроля заключается в определении уровня сопротивления паропроницанию. При этом создается стационарный поток пара, который проходит через образец, при этом измеряют его интенсивность. |
| Усадка при высыхании | Проверяется путем увлажнения образца и создания условий для испарения жидкости. Количество ее, а также изменения массы образца измеряют. Увлажнение образца при проведении испытания, должно находиться в пределах 5-35%. |
| Средняя плотность | Средняя плотность может контролироваться посредством нескольких методов: путем оказания воздействия либо неразрушающим методов. Последний, является наиболее современным, но требует наличия специального прибора. |



Основные итоги
Ячеистый бетон автоклавного твердения – современный материал, свойства и качества которого контролируются стандартом 31359-2007. Данный документ содержит исчерпывающую информацию о классификациях, составе, свойствах и методах контроля материала и изделий из него.

